
[导读]
9月6日晚班,压合IPQA发现72625板厚超负公差,经切片分析为压板结构错误导致,且打印的LOT卡上压板结构与OA中MI图纸压板结构不符。
一、事故经过
9月6日晚班,压合IPQA发现72625板厚超负公差,经切片分析为压板结构错误导致,且打印的LOT卡上压板结构与OA中MI图纸压板结构不符。
二、原因分析
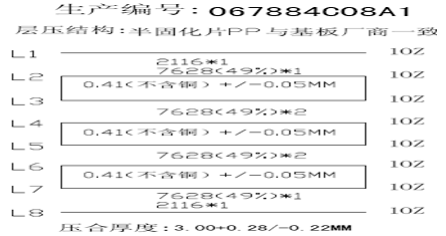
1、9月3日 计划部打印LOT卡,压板结构为:
2、因物控反应库存无7628(49%)的PP,故通知设计部将49%的PP更改成43%的PP,设计部在9月6日重新更改了压合结构,如下:
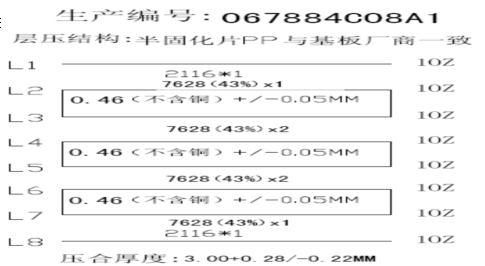
但9月3日已按0.41mm板料开料,压合直接使用43% 7628PP替代49% 7628 PP导致压合后全部板厚超负公差,故造成此次板厚异常的原因为设计部未考虑生产实际状况,直接同意压合用低R/C PP替代高R/C PP造成。
三、深层调查
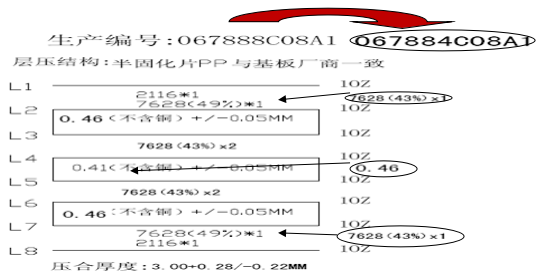
1、目前,设计部在更改MI时有两种情况,第一种是重发,第二种是替换,替换是在原有的MI图纸上替换所需的生产资料(原有信息仍存在),但不经过文控中心受控,设计工程师直接在ERP中修改PDF文档,例如:
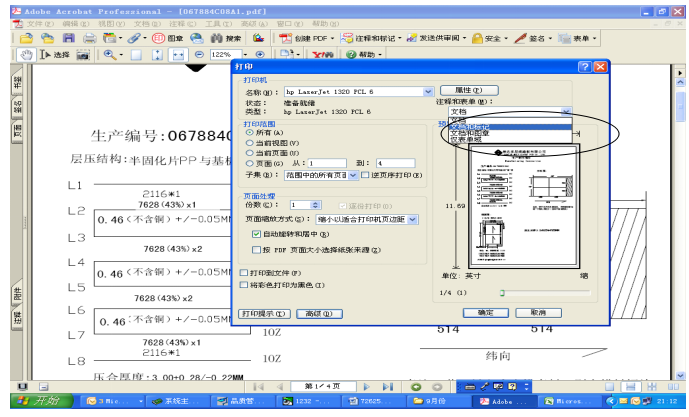
2、2011年类似错误已发生3次,如3月3日,26657C12A1、25633C14C3因计划打印图纸错误导致铜厚用错全部需减铜。举例如下:计划部在打印压合结构图纸时在“注释和表单”文档选项中未选择正确的选项、且打印后也没有核对电脑上MI图纸,打印出来的图纸就是替换之前是的MI图纸,如下:
 四、改善方案:
四、改善方案:
1、 在线更改需考虑在线板的处理,不可太随意,且需要走正规物料替代流程,需设计部加强内部人员宣导,并处罚对应责任人员。
2、 设计部在制作MI时为提高内部效率,过多使用替代方式,但此操作方法存在诸多弊端,后续设计部更改MI时不可再使用替代方式,必须经文控中心走重发流程,保证挂在网上的图纸只有一种,不给生产线提供犯错的机会。
3、 请计划部培训内部所有员工,在打印图纸时统一设置电脑打印选项“文档和标记”,打印完成后,再将LOT卡上的图纸与电脑上的图纸信息一一核对,以防有错误的信息打印出来。

【推荐阅读】:

责任编辑:LISA
创盈电路 版权所有:http://www.cwinpcb.com/ 转载请注明出处









 创盈官方微信
创盈官方微信

